Discount Products: Look through products available for a 25% – 50% discount in 2020. The items provided on a first come, first serve basis. View Discounted Products
As your trusted partner in rugged imaging, embedded systems, and industrial automation, Integrys is proud to highlight how Zebra Technologies—bolstered by the integration of Matrox Imaging—now offers a unified, powerful vision platform for manufacturing.
Bridging Manufacturing Applications with Matrox Imaging
Zebra’s fixed industrial scanners and smart cameras form the backbone of today’s industrial vision stack. The acquisition of Matrox Imaging in June 2022 added proven frame grabbers, vision controllers, smart sensors, and the Matrox Imaging Library (MIL) to Zebra’s offering. These components are now fully integrated into Zebra’s portfolio, creating a seamless ecosystem tailored for machine vision and industrial inspection.
Matrox Imaging brings decades of pedigree with platform‑independent SDKs, hardware‑agnostic frame grabbers and vision controllers, and high‑fidelity 3D sensors—all supported by robust software like Aurora Imaging Library.
Why This Matters for Manufacturing Operators
One Partner, One Ecosystem: From fixed scanners to advanced deep‑learning inspection, Zebra now delivers a single source for machine vision hardware and software—dramatically simplifying procurement, deployment and support.
Scalable to Fit Your Needs: Whether you’re deploying simple barcode‑based traceability or complex optical inspection workflows, the combined Zebra‑Matrox portfolio scales accordingly—with hardware (smart cameras, frame grabbers, I/O cards, 3D sensors) and software.
Faster Time to Value: With ready‑made integration between hardware and software, you can accelerate system development by up to 4×—from weeks or months, down to days or even hours .
Manufacturing Use Cases Powered by Zebra + Matrox
High-Speed Label/Food Inspection: Fixed scanners inspect packaging labels and ingredients on fast-moving lines. Matrox’s frame grabbers and Aurora SDK enable deeper optical verification—OCR, code reading, orientation checking, and surface defect detection.
Semiconductor, Electronics & Pharma: Inspecting parts at micron‑scale resolution and verifying glue dispensation or component placement is possible with Zebra’s smart cameras and Matrox-enabled vision controllers and 3D sensors.
Full Auto‑ID & Traceability Workflows: Combine Zebra’s scanning solutions with Aurora software to manage logistics, asset tracking, and machine feedback loops in tightly integrated workflows.
Integrys’ Role in Delivering Your Vision Solution
At Integrys, we partner closely with Zebra to design, implement, and support tailored machine vision solutions across industries. With local engineering expertise, we offer:
Feasibility assessments using smart cameras, frame grabbers and Aurora tools
Pilot and prototype builds customized to your use case (barcode vision, quality inspection, 3D profile checks)
Full deployment support, training, and field servicing for Zebra’s combined hardware/software platform
With more than 50 years in imaging and video technology, Integrys ensures you maximize the value of Zebra’s unified portfolio—letting you focus on what matters: quality, yield, and efficiency.
The Future of Machine Vision in Manufacturing
In an industry constrained by labor shortages and intense demand for quality and speed, machine vision powered by Zebra and Matrox is redefining what’s possible. Zebra’s expanding footprint—from barcode printers to fleet robotics and AI-powered vision—makes them a one-stop partner for automation needs .
At Integrys, we’re committed to bringing those innovations to your production floor—helping you move faster, inspect smarter, and deliver at scale.
Ready to elevate your vision and automation strategies? Contact your Integrys team today and let us design a solution that aligns with your manufacturing goals.
About Integrys
Integrys is a trusted provider of imaging and video technology, rugged and embedded computers, and engineering solutions. We work with leading manufacturers to deploy transformative technologies across aerospace, defence, healthcare, public safety, telecom, transportation, and manufacturing sectors.
As industries push the boundaries of operational environments, the need for high-performance, rugged computing solutions has never been greater. Whether deployed in extreme military operations, industrial automation, or aerospace applications, reliable server performance in the harshest conditions is critical. The Rugged ATMOS Server Stack by Core Systems, available through Integrys, is engineered to exceed these challenges, providing cutting-edge computing power in ruggedized form factors.
Built for the Harshest Environments
The Rugged ATMOS Server Stack is designed to operate flawlessly in extreme temperatures, high shock and vibration scenarios, and challenging airborne, naval, and ground-based environments. With a fully ruggedized aluminium chassis, advanced thermal management, and high ingress protection, this server stack ensures mission-critical operations remain uninterrupted in conditions where standard servers would fail.
Scalable, High-Performance Architecture
The Rugged ATMOS Server Stack integrates the latest Intel® Xeon® Scalable processors, high-speed NVMe storage, and robust memory configurations to handle intensive computational workloads. The modular architecture allows seamless scalability, supporting AI, machine learning, real-time analytics, and edge computing applications. With its flexible I/O options and multiple expansion slots, it can be tailored to meet specific industry needs, ensuring adaptability for evolving technology requirements.
Uncompromised Reliability and Security
Designed with MIL-STD-810G and MIL-STD-461 compliance, the Rugged ATMOS Server Stack meets the highest military and industrial standards for reliability and performance. It includes hardware-level security features such as Trusted Platform Module (TPM) 2.0, secure boot, and encrypted storage to safeguard sensitive data against cyber threats. This level of security is essential for defence, aerospace, and critical infrastructure applications where data integrity is paramount.
Key Applications:
Defense & Military: Tactical operations, command and control systems, and ISR (Intelligence, Surveillance, and Reconnaissance)
Aerospace: Avionics, UAV mission control, and in-flight data processing
Industrial Automation: Edge computing for predictive maintenance and AI-driven analytics
Oil & Gas: Remote site monitoring and seismic data analysis
Telecommunications: 5G infrastructure, mobile command centres, and network security
Why Choose Integrys for Your Rugged Computing Needs?
As a trusted provider of rugged computing solutions, Integrys delivers cutting-edge technologies to mission-critical industries. With deep expertise in ruggedized servers, embedded computing, and industrial automation, Integrys ensures customers receive the highest-performance solutions tailored to their specific requirements.
If your operations demand the highest level of performance, durability, and security, the Rugged ATMOS Server Stack is the solution you need. Contact Integrys today to explore how this next-generation rugged server can support your mission-critical applications.
The automotive manufacturing industry has always been a testament to innovation, striving for precision, efficiency, and quality. However, as consumer demands rise and more people choose electric vehicles (EVs), manufacturers face new challenges. They are dealing with a changing supply chain. These changes bring new challenges, from maintaining production efficiency to ensuring quality control across diverse manufacturing processes.
The Role of Machine Vision in Automotive Industry
Machine vision systems harness advanced imaging technologies to facilitate automation in manufacturing for critical inspections, enhance quality assurance, and streamline production processes. Unlike traditional methods, these systems provide manufacturers with real-time visibility, enabling proactive decision-making and consistent adherence to quality standards. Using these systems, manufacturers can apply effective quality control processes on their production lines. This helps improve quality, reduce costs and increase production.
Zebra offers a range of machine vision tools that include 2D and 3D vision technologies, as well as deep learning software. These tools help automotive manufacturers solve problems at different stages of production. Whether it’s inspecting the intricate components of EV batteries or ensuring flawless body panel assembly, Zebra’s solutions deliver precision and reliability.
Key Applications of Machine Vision in Automotive Manufacturing
1. Power Train Inspections:
The power train forms the backbone of a vehicle, and ensuring its integrity is paramount. Machine vision systems play a key role in checking engine blocks, cylinder heads, and brake rotors for defects. They look for issues like cracks, voids, or machining problems. High-resolution cameras and deep learning software ensure that every component meets stringent quality standards.
Best Solutions: Iris GTX smart cameras, FS fixed industrial scanners, AltiZ 3D profile sensors, and Zebra Aurora software.
2. Advancing EV Manufacturing
With the global shift towards electric vehicles, the demand for precise inspection of EV batteries and motors has skyrocketed. Zebra’s machine vision systems check sizes, find defects, and inspect coating quality. This ensures that every EV component meets high standards.
Best Solutions: High-resolution 2D cameras, AltiZ 3D sensors, and deep learning tools for battery and motor inspections.
3. Final Assembly Precision
The final assembly stage is where the vision-guided technology truly shines. Machine vision systems guide robotic operations for glass decking, wheel mounting, and badge placement. These tools ensure that every component, from windshields to logos, installs and aligns flawlessly.
Best Highlights: High-speed 3D imaging, barcode reading, and gap-and-flush inspection capabilities.
4. Trim and Interior Quality Checks
Machine vision ensures that the interior of a vehicle matches the aesthetic and functional expectations of consumers. Zebra’s systems offer great precision in quality checks. They verify everything, from stitching accuracy on leather seats to inspecting seatbelt assemblies.
Technologies Used: Color inspection tools, pattern recognition software, and high-resolution imaging.
Addressing Manufacturing Challenges
Advanced machine vision solutions not only enhance production efficiency but also address specific challenges unique to automotive manufacturing:
Dynamic Production Needs: With customizable software like Aurora Design Assistant, manufacturers can quickly adapt to changing requirements.
Enhanced Defect Detection: Deep learning algorithms accurately detect defects across complex surfaces.
Traceability: Barcode reading and optical character recognition (OCR) tools provide seamless track-and-trace functionality.
Unleashing the Power of Zebra’s Solutions
Zebra’s portfolio includes innovative products designed to optimize automotive manufacturing:
AltiZ 3D Profile Sensors: Perfect for high-speed 3D imaging in gap-and-flush inspections.
Aurora Software Suite: It makes vision application development and management easier. It has deep learning features for advanced tasks, such as optical character recognition (OCR).
Why Choose Integrys and Zebra for Machine Vision?
Integrys is a top distributor of technology solutions. We are proud to partner with Zebra Technologies. Together, we provide excellent machine vision tools for the automotive industry. With our skills in designing, implementing, and supporting solutions, we help manufacturers make the most of these advanced technologies.
Zebra’s solutions efficiently and reliably meet every need. They cover everything from inspecting power train parts to precisely placing interior trims.
Final Thoughts
The automotive industry is about to change, and machine vision is a key part of this shift. With Zebra’s new technologies and Integrys’ strong support, manufacturers can tackle today’s challenges. They can also prepare for the future.
Ready to elevate your automotive manufacturing process?
Integrys proudly partners with One Stop Systems (OSS) to bring their advanced high-performance computing systems for marine applications. OSS delivers powerful, resilient hardware solutions designed for challenging maritime environments—meeting the demands for data-driven insights in conditions where durability is as essential as performance.
Why OSS for Marine Applications?
OSS has pioneered high-performance computing for marine applications that bring the computing power of a traditional data center to the harsh marine environment. These systems are engineered to withstand extreme conditions such as shock, vibration, humidity, temperature fluctuations, non-traditional power sources, and salinity. This commitment to rugged design ensures reliable performance in scenarios that other hardware cannot endure.
Applications in Diverse Marine Environments
OSS products excel in various marine settings, supporting the data-intensive needs of:
Submarines
Naval Vessels
Commercial Shipping
Remote Operated Vehicles (ROVs)
Oil Rigs
Autonomous Ships
Offshore Windfarms
Transforming Marine Operations with Cutting-Edge Technology
OSS hardware enhances operational capabilities across a range of critical marine applications, including:
Advanced Threat Detection
Automated Maintenance Alerts
Sonobuoy Data Collection
Reconnaissance Operations
Autonomous Vessel Control
AI Inference and Data Storage Solutions
OSS 4U Professional Expansion System – Built for the Edge
The OSS 4U Professional Expansion System offers a rugged, high-performance solution for marine applications. This system supports up to 8 dual-width GPUs or various FPGA configurations to process large datasets at incredible speeds. Features like PCIe Gen 5 architecture, dynamic fan control, and configurable slot and uplink options make it ideal for compute-intensive marine tasks.
Key Specifications:
PCIe Gen 5 support – Optimal throughput with up to 256GB/s data transfer
Rugged frame design – Built to withstand extreme environments
Temperature and humidity resilience – Operates from 0°C to 35°C and 10-90% humidity
Multiple power options – AC and DC options for diverse power needs
Compliance – Meets FCC Class A, CE, RoHS3, and MIL-STD standards for safety and reliability
At Integrys, we’re dedicated to helping our customers select and implement the best technology for their unique needs. Reach out via the form below to learn more about how OSS products can support your marine operations and bring advanced computing capabilities to the edge.
Canada’s ITBPolicy mandates that companies awarded defence procurement contracts must reinvest in Canada dollar for dollar through their business activities. This approach ensures that the benefits of defence spending are felt across the Canadian economy, promoting job creation, innovation, and economic growth nationwide. As a proud Canadian company, Integrys is pleased to contribute towards business activities in this sector.
Key Objectives:
Economic benefits and job creation for Canadian Companies and citizens.
Encouragement of research and development to foster Canadian Innovation.
Skills development and training.
The Role of Computing, Video, and Local Assembly
Rugged video and computing hardware are critical in military applications. High-performance, computers and video systems used in command and control, mission computing and others meeting military standards, mil std-810g, and 461 emissions are critical for Canadian military programs. Local assembly and custom integrations play a key role in meeting ITB obligations. For contractors, partnering with established Canadian companies like Integrys is more than strategic—it’s an investment in Canadian expertise and technology, contributing significantly to national economic and technological growth. Integrys focuses on using as much Canadian content as possible in its builds and brings in components or kits for foreign procurement to complete the assembly and testing within Canada. This ensures a locally tested and reliable end product at the same time as maximizing the Canadian Content Value (CCV).
Integrys Contribution
Integrys’ assembly and integration services meet the stringent requirements of the defence sector. By choosing Integrys, prime contractors not only fulfil their ITB obligations but also support the growth of Canadian industries. This fosters skill development, research, and economic benefits across the country. Integrys goes beyond just meeting contractual terms; we are part of a larger mission to boost the growth of small and medium-sized Canadian enterprises, bolster the national economy, and reinforce Canadian supply chains. With deep expertise in rugged computing, AI, and video, Integrys is an invaluable ally for prime contractors seeking high-quality, innovative, and reliable embedded computing, video and display solutions.
If you’re looking to meet your ITB obligations with cutting-edge military computers, IO, display, video, or integrations, consider partnering with Integrys. Together, we can propel the growth of Canada’s defence sector and economy through strategic partnerships and unparalleled manufacturing solutions.
The introduction of Cernis and Donati solutions marks a significant advancement in AI computing. Designed to tackle the demanding requirements of AI applications in rugged military and defence environments, these solutions offer unmatched performance, scalability and low latency for critical operations. Let’s delve into how these products are transforming the AI landscape.
Cernis: The Heart of Rugged AI Computing
Cernis is powered by NVIDIA Jetson Orin in a small form factor (SFF) system and serves as a key component in expandable edge AI mission computing. Engineers designed Cernis to handle high-end AI applications such as sensor fusion, natural language processing, autonomy, situational awareness, and signal intelligence.
Key Features of Cernis:
MIL-STD-810G
AI Inference Performance: Up to 40 TOPS (Trillion Operations Per Second)
GPU: 1024-core NVIDIA Ampere architecture with 32 Tensor Cores
CPU: 6-core Arm® Cortex®-A78AE v8.2 64-bit
System Memory: 8GB 128-bit LPDDR5 with 68 GB/s bandwidth
Operating Temperature: -40°C to 85°C
Data Fabric Speeds: Over 150GB/s
Donati: The Scalable Powerhouse
The Donati line complements the Cernis by providing scalable AI computing power. Each Donati unit is a mission computer powered by NVIDIA Jetson Orin AGX, which ensures exceptional performance within a compact design.
Notable Specifications of Donati:
MIL-STD-810G
AI Inference Performance: Up to 275 TOPS
GPU: 2048-core NVIDIA Ampere architecture with 64 Tensor Cores
CPU: 12-core Arm® Cortex®-A78AE v8.2 64-bit
System Memory: 64GB 256-bit LPDDR5 with 204.8 GB/s bandwidth
Operating Temperature: -40°C to 85°C
Scalable Solutions for Diverse Applications using Cernis and Donati
The real power of the Cernis/Donati system is realized when these units are combined. Utilizing a PCIe fabric, this system achieves high performance with minimal latency, making it ideal for data transmission and AI applications in challenging environments.
Use Case: 360-Degree Situational Awareness (360SA)
In 360SA applications, the Donati units can be deployed in a backpack or vehicle-mounted configuration. For instance:
Donati-SC: Acts as a sensor concentrator unit Donati-MC: Serves as a GPU-accelerated mission computer
A vehicle equipped with a 360SA system can have multiple Donati SC and MC units. These units provide vehicle crews with full situational awareness.
This system can process large amounts of data much faster, significantly reducing latency, and enabling real-time data processing and low-latency video display.
Rugged and Reliable
Both the Cernis and Donati are built to operate seamlessly under extreme conditions, ensuring exceptional reliability and user experience:
Temperature: Operating and storage range from -40°C to 85°C
HumidityTolerance: 0% to 100% condensing relative humidity
Shock and Vibration Resistance: Engineered to endure rigorous environmental conditions
Compliance and Certification
The Cernis/Donati system is designed to meet stringent industry standards, including:
FCC Part 15, Class A
Canada ICES-003, Class A
CE Mark
CISPR 22, Class A
Experience the Future of AI Computing
Witness the power and innovation of Cernis and Donati in action by watching our video from CANSEC 2024. Discover how Integrys, in collaboration with OSS, is pioneering rugged AI computing solutions.
Integrys is dedicated to partnering with One Stop Systems to advance AI mission computing. Contact us today to explore how the Cernis and Donati systems can enhance your defence operations.
For further information about our products and services, please reach out to us.
Feel free to contact usif you need more information or assistance with your AI computing needs.
Zebra’s acquisition of Matrox Imaging lets you tackle any vision application with a single portfolio of hardware and software.
Today’s supply chain, manufacturing and distribution challenges require innovative automation solutions that do more than accelerate your operations. And that’s exactly what Zebra’s acquisition of Matrox Imaging delivers: a combined portfolio of machine vision and fixed industrial scanning solutions with the flexibility, simplicity and value you need to carry your operations into the future.
Scale for Any Application and Any Specification: Merging Matrox Imaging’s vision tools into Zebra’s portfolio creates a single platform that can solve any vision challenge, from simple track-and-trace to complex inspection, recognition and guidance tasks. This powerful new combination creates the industry’s widest, most flexible ecosystem of vision hardware and software, allowing you to effortlessly scale up with single-supplier simplicity.
Install and Deploy with Ease: Zebra’s interoperable and streamlined vision tools are easy to install, command a smaller footprint and integrate with third-party or existing systems, so you can create a truly connected environment—with minimal investment and downtime.
Future-Proof with Confidence: Zebra’s comprehensive vision portfolio combines effortlessly to evolve at the pace of your business. From hardware to software, Zebra’s products deliver the flexibility, expandability and integration you need to ensure product longevity and maximize ROI.
Integrys supports Zebra’s entire portfolio of vision solutions, including a wide range of machine vision cameras and fixed scanners for any application.
Flexible. Expandable. Integrated.
A comprehensive suite of vision software solutions
Zebra’s acquisition of Matrox Imaging creates an industry-leading portfolio of Zebra Aurora vision software products that enable users of all experience levels to solve their track-and-trace and vision inspection needs. Experienced users appreciate how easy it is to develop, refine and customize jobs, while first-time users take advantage of step-by-step guidance to develop powerful applications for a wide range of industries.
Aurora Focus:
Aurora Focus runs on Zebra’s fixed scanners and smart cameras and comes ready-made for specific tasks like barcode reading and verification, OCR, and presence/absence inspection.
Aurora Vision Library:
Designed for experienced programmers, Aurora Vision Library presents the sophisticated functionality of Aurora Vision Studio in a programming language.
Aurora Vision Studio:
Aurora Vision Studio software enables machine and computer vision engineers to quickly create, integrate and monitor powerful vision applications without writing a single line of code.
Aurora Imaging Library:
Aurora Imaging Library, formerly Matrox Imaging Library, is a software development kit (SDK) with a deep collection of image capture, processing, analysis, annotation, display and archiving tools.
Aurora Design Assistant:
Aurora Design Assistant, formerly Matrox Design Assistant, is an integrated development environment (IDE) that offers a flowchart-based platform for building applications.
Connecting Technology and Innovation:
Over the past 50 years, Integrys has become the trusted source of imaging and video solutions for the aerospace, defense, healthcare, manufacturing, public safety, telecom and transportation industries. As a Zebra partner, we have the strategic insight and technical savvy to help you deploy industry-leading vision solutions with the power to transform your operations.
Click the link below and contact us today to learn how we can help your business connect technology with innovation.
Image processing is the use of algorithms and mathematical models to process and analyze digital images. The goal of image processing is to enhance the quality of images, extract meaningful information from them, and automate image-based tasks. Image processing is important in many areas, like computer vision, medical imaging, and multimedia. This article discusses important areas in image processing and mentions Zebra Technologies’ Aurora Design Assistant software.
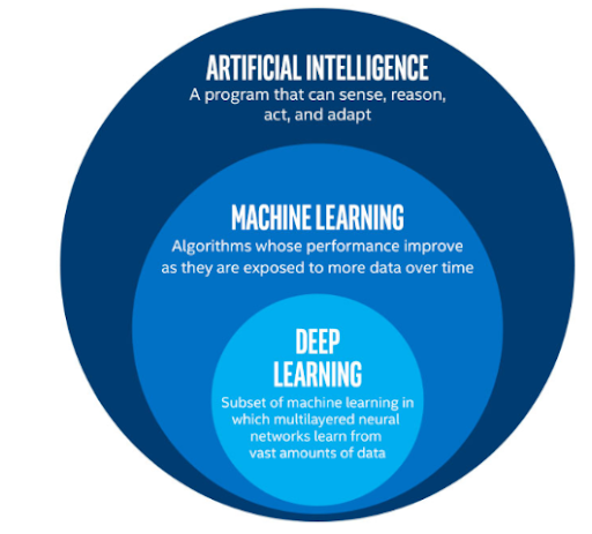
Understanding Deep Learning (DL) and Its Functioning:
The fields of image processing and Deep Learning (DL) are complementary, especially in the context of computer vision and machine learning tasks. DL is a subset of machine learning, which is a subset of artificial intelligence (AI). DL algorithms are designed to reach similar conclusions as humans would by constantly analyzing data with a given logical structure. To achieve this, DL uses a multi-layered structure of algorithms called neural networks.
The design of the neural network relies on the structure of the human brain. Just as we use our brains to identify patterns and classify different types of information, we can teach neural networks to perform the same tasks on data. DL has succeeded in AI applications, advancing technology and contributing to breakthroughs in computer vision, language understanding, and reinforcement learning.
Widely used deep learning applications:
DL has applications in a vast array of fields, including:
• Image recognition and speech recognition: DL is excellent at image classification, object detection, and facial recognition. It is used for tagging images, recognizing faces for security, and converting speech to text.
• Healthcare: DL is used for medical image analysis, disease diagnosis, and prognosis prediction. It aids in identifying patterns in medical images, such as detecting tumors in radiology scans.
• Autonomous vehicles: DL plays a key role in developing self-driving cars. It uses live data from sensors, cameras, and other sources to decide on steering, braking, and acceleration.
• Manufacturing and industry: DL is applied to predictive maintenance, quality control, and process optimization in manufacturing. It detects defects in products and predicts equipment failures using vision computers.
• Robotics: DL enables robots to perceive and respond to their environments, helping them perform complex tasks.
Deep Learning applications in computer vision:
Computer vision is a part of AI that helps computers analyze and process digital images. It uses algorithms and techniques to make decisions or suggestions based on the images. DL has made significant contributions to computer vision, including:
• Image classification: Categorization of images into predefined classes, fundamental to applications such as object recognition.
• Object detection: Detection of objects within images by providing bounding boxes around them, crucial where it’s necessary to identify and locate multiple objects in a single image, such as in autonomous vehicles or surveillance systems.
• Facial recognition: Key to identity verification, access control, and security. We can accurately identify and match facial features against a database of known faces.
• Image segmentation: Segmentation of images into meaningful regions or objects, valuable in medical imaging for identifying and isolating specific structures within images.
• Medical image analysis: Used in medical imaging tasks, such as detecting and diagnosing diseases from X-rays, MRIs, and CT scans.
• Augmented reality (AR): Enhances the capabilities of AR applications by enabling real-time recognition and tracking of objects.
What is the role of Deep Learning in machine vision?
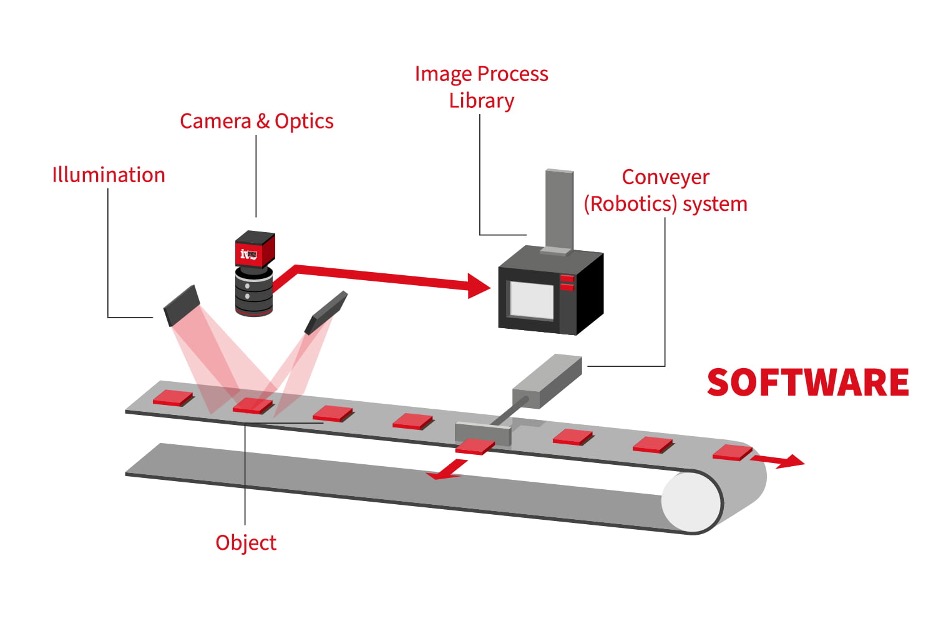
7 elements of a machine vision system
DL plays a crucial role in machine vision by providing advanced techniques for processing and understanding visual information. Key roles in machine vision include:
• Feature learning: DLs excels at automatically learning hierarchical features from raw visual data, essential in machine vision applications where identifying relevant patterns and features in images is crucial for decision-making.
• Object recognition and classification: DL enables accurate and efficient object recognition and classification. Machine vision systems can use deep neural networks to categorize objects in images, valuable in quality control in manufacturing.
• Object detection: DL is used for object detection tasks in machine vision. It can identify and locate multiple objects within an image, important in robotics and autonomous vehicles.
• Image segmentation: DL techniques are used for image segmentation in machine vision. This involves dividing an image into meaningful segments, useful in medical image analyzing and scene understanding.
• Anomaly detection: DL models can recognize normal patterns and detect anomalies in visual data. Quality control, surveillance, and monitoring systems apply it to identify deviations.
• 3D vision: DL supports 3D vision tasks by processing multiple images or using depth-sensing technologies. Vital in applications like robotic navigation.
• Document and text recognition: DL models are used for optical character recognition (OCR) and document analysis. Aids in automatically extracting information from textual content in images.
• Biometric recognition: DL enhances biometric recognition systems by providing accurate algorithms for face recognition, fingerprint recognition, and other biometric modalities.
How can machine learning benefit image recognition?
Machine learning brings efficiency, accuracy, and adaptability to image recognition tasks, making it a powerful tool for a wide range of applications, such as:
• Automated feature extraction: Machine learning, especially DL, automates the feature extraction process by learning relevant features directly from the data.
• Improved accuracy: Machine learning algorithms perform exceptionally well in image recognition tasks. They can learn hierarchical features, allowing them to recognize patterns and objects in images with great accuracy.
• Adaptability to varied data: Machine learning models generalize well to new and diverse datasets. This adaptability is crucial in image recognition situations where appearances may vary as a result of lighting conditions, angles, and background variations.
• Object detection and localization: Machine learning algorithms enable the classification of objects and the localization of their positions within an image. This is essential for autonomous vehicles, robotics, and surveillance.
• Semantic segmentation: Machine learning techniques can perform semantic segmentation by classifying each pixel in an image. This promotes understanding of the spatial relationships and boundaries between different objects.
Which is the top-rated software for machine vision?
Integrys considers Aurora Design Assistant (Aurora DA) the best software for digital image processing on the market today for the following reasons:
Flowchart-based development: Aurora DA helps you create apps quickly without coding by using flowchart steps for building and configuring applications. Aurora DA offers no-code computer vision —allowing anyone to apply artificial intelligence without having to write a line of computer code. The IDE also lets users design a custom web-based operator interface.
Flexible deployment options: Select your platform from a hardware-neutral environment that is compatible with both branded and third-party smart cameras, vision controllers, and PCs. It supports CoaXPress, GigE Vision, or USB3 Vision camera interfaces.
Streamlined communication: Easily share actions and results with other machines using I/Os and various communication protocols in real time.
Increased productivity and reduced development costs: Vision Academy offers online and on-site training for users to enhance their software skills on specific topics.
With more than 30,000 distinct parts from hundreds of suppliers, a typical new car presents one of modern manufacturing’s biggest challenges. The rapid adoption of innovative new technologies and components like electric drivetrains and sophisticated driver assistance systems isn’t making the manufacturer’s job any easier.
The demand for new solutions has virtually every carmaker and every player in the $2.1 billion automotive parts industry searching for solutions that can help them keep pace with the demand for greater efficiency, higher quality and better traceability. In many applications, the answer is automation.
Automation is hardly new to the auto industry—after all, the industry is widely considered to be the birthplace of the modern assembly line. What’s changing, however, is the penetration of automation technologies into more manufacturing processes. One of the most impactful changes is the widespread deployment of advanced vision systems, using fixed cameras and machine vision systems to streamline data capture and handle sophisticated visual inspections throughout automotive manufacturing.
From a brake component manufacturer’s need to track parts through the supply chain to the electronics manufacturer’s need to perform detailed quality-control inspections to the carmaker’s need for complex 3D analysis, the range of solutions required throughout the automotive manufacturing industry demands a diverse portfolio of hardware and software solutions.
Fortunately, Zebra’s acquisition of Matrox Imaging has created a single-supplier solution with a full range of hardware and software tools to cover almost any vision application. Zebra has partnered with Integrys Limited in Canada to revolutionize the industries with its Machine Vision applications.
Here’s a brief look at some of the end-to-end inspection tasks that automotive manufacturers can accomplish with Zebra’s end-to-end portfolio of machine vision systems:
Wire Harness Inspection: Today’s passenger cars and light trucks have a dozen or more wiring harnesses, hundreds of connectors, and 2.5 miles of wiring. Leading manufacturers are using machine vision tools to inspect and confirm every wire’s color, gauge, and sequence.
Pin Inspection: Since the slightest inaccuracies in pin height or alignment can lead to glitchy performance or failure of electronic systems, manufacturers use machine vision solutions to verify that each connector is manufactured to precise specifications before components go on to final assembly.
Conformal Coating: Innovative machine vision tools can instantly detect inconsistencies like cracks, bubbles, insufficient coverage, incomplete adhesion, and other potential problems in conformal coatings that protect printed circuit boards (PCBs) from corrosion and moisture.
PCB Inspection: It takes hundreds of PCBs incorporating thousands of microchips and other electronic components to support a modern vehicle. Machine vision technology provides a high-speed, high-precision solution to ensure each critical PCB meets exacting specifications.
Bead Inspection: Today, machine vision systems evaluate coverage, location, and continuity of the adhesive gaskets on high-speed production lines, detecting many flaws that would escape even the most experienced human inspectors.
Display Inspections: The number and complexity of electronic displays increase with every new generation of passenger vehicles and light trucks. Machine vision tools can automatically inspect everything from orientation (is it properly installed) and function (is the display properly sequenced) to quality (are there failed pixels) and performance (does it meet standards for brightness, color, and more).
Color Inspections: Machine vision tools can perform high-speed color inspections to confirm the correct color of everything from body panels and accessories to the color of packaging used for OEM parts that will be shipped to dealers’ service departments.
That’s a diverse list of machine vision applications. Still, it’s only a fraction of what manufacturers can accomplish with Zebra’s impressive portfolio of fixed industrial scanners, machine vision smart cameras, and software tools.
To learn more about the ways Zebra’s Machine Vision solutions, please contact our representative in Canada. Integrys’ advanced Machine Vision systems are reshaping quality control, production efficiency, and automation. Our solutions encompass object location, defect detection, and much more. With 20+ years of experience, we enhance productivity, assure quality, and reduce costs. To learn more about these cutting-edge Machine Vision solutions please contact us by clicking the button below.